
 注塑成型工艺指南
注塑成型工艺指南TPE包胶的技术核心
发布时间:2019-03-07 点击数:1911
TPE粘附力才是完美包覆的核心 将软质热塑性弹性体(TPE)包覆成型到刚性工程热塑性塑料(ETP)上的过程有时是棘手的; 感觉像是一门艺术,而不是一门科学。但是如果我们从基础开始,比如粘附的原理,并理解其背后的科学,我们就可以在材料选择和加工方面做出更明智的决定。
TPE通过“物理相融”粘附在ETP基体上。物理相融的三个阶段如下图所示:
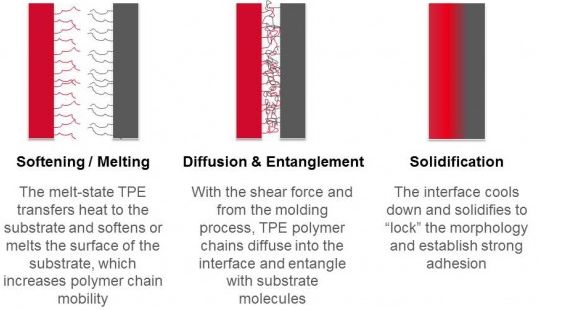
我们可以从中学到什么?
1.化学相容性
TPE和ETP之间的物理混合很大程度上取决于材料的化学相容性,包括混相性和界面张力。TPE需要进行化学改性以粘附到特定的基底材料上,使得它们的极性和溶解度参数匹配。任何干扰“混合”的物质,如水分或脱模剂,都会对界面处的化学相互作用产生不利影响。
2.预热促进粘合
必须将充分的热量从熔化的TPE转移到基材上,以促进聚合物链的扩散和缠结。因此,当基材软化或熔化时,可获得最佳的附着力。这就是为什么2K或多次注塑成型优于嵌件成型的原因,也是为什么在嵌件成型中推荐预热基材的原因。
3.加工工艺
哪种加工参数对粘附力影响最大?
(1)熔体温度:TPE熔体温度由基材和所需的粘附强度决定。温度越高,粘附强度越大。
(2)注塑速度:TPE的理想注塑速度是在不翘曲或移动基体的情况下尽可能快。
(3)保压:理想的保压时间是浇口冻结所需的时间。要做到这一点,可以使用“浇口冻结分析”来确定最佳时间,其中包括使用不同的保压时间对部件进行称重,以确定部件重量不会发生变化。
